
Pri spajkanju kontaktov je glavna naloga spajkalnika taljenje spajke in nanašanje na želena mesta. Seveda je treba za to spajkalnik segreti na določeno temperaturo. Poleg tega se lahko pri predelavi različnih kovin ta kazalnik bistveno razlikuje. Previsoka ali obratno nizka temperatura konice naprave bo vplivala na kakovost opravljenega dela.


Koliko stopinj se lahko segreje?
Obstaja tako imenovano optimalno temperaturno območje, pri katerem bo spajkanje zahtevanih površin čim hitrejše in kakovostnejše. Obstaja pa ena pomembna lastnost, ki bi jo moral vedeti vsak strokovnjak v tem poslu: temperatura na konici konice spajkalnika mora biti višja od temperature taljenja kovin, ki se obdelujejo.
V tem primeru bi se spajka običajno stopila v nekaj sekundah.
Pretirano visoka temperatura bo spajko spremenila v maso določene konsistence, s katero bo zelo težavno delati. Šteje se, da je optimalno med 245 in 300 C ° . Če je spajkalnik pregret, se lahko ta številka znatno poveča. Za udobje dela v sodobnih napravah lahko zahtevano temperaturo nastavite samostojno.

Kakšne temperature naj bo?
Kot smo že omenili, velja za najudobnejše temperaturno območje za delo od 245 do 300 ° C. Toda bistvo je, da so vsi spajkalniki namenjeni za obdelavo različnih kovin. Na primer, za spajkanje nekaterih kovin se mora spajkalnik segreti na 600 stopinj. Poleg tega se lahko spreminja tudi njihova moč. Optimalno območje je od 25 do 40-60 vatov. Spajkalniki z najmanjšo močjo 8 W in največjo močjo 200 W so veliko manj pogosti. Spajkalniki, ki se uporabljajo v proizvodnji v industrijskem obsegu, so praviloma visoki. Naprave za domačo uporabo nimajo večje moči. Toda delovna moč običajnega gospodinjskega aparata lahko doseže 100 vatov.

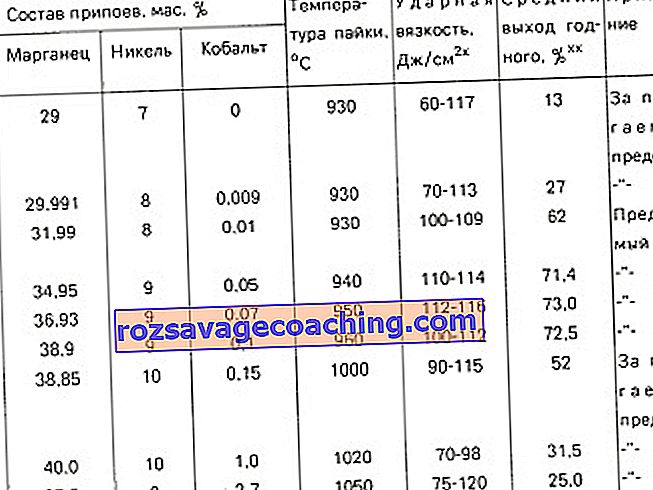
Spajka
Delovna temperatura spajkalnika za vsak postopek se določi posebej. V postopku spajkanja istovrstnih kontaktov je dovoljeno nastaviti enako temperaturo. Toda hkrati mora biti sestava spajke enaka.
V primerih, ko je treba uporabiti drugo vrsto spajke, morate včasih celo zamenjati spajkalnik.
Glede na vrsto spajke mora biti temperatura konice naprave naslednja:
- Lesna zlitina - 75;
- Zlitina vrtnice - 95;
- PSRZI - približno 145-146;
- POI 30 - 175;
- POS 61 - 195-197;
- O2 - 237;
- PSR - 240;
- PSR 2 - 248;
- PSR 1,5 - 285;
- POS 10 - 305.
Vse prikazane temperature so v ° C.


Odvisno od materiala
Temperatura konice je zelo pomemben kazalnik, ki ga je treba spremeniti ne samo zaradi sestave spajke, temveč tudi glede na vrsto obdelane površine. Tu je pomembno vedeti ne samo temperaturo spajkalnika, temveč tudi temperaturo, pri kateri se kovina, ki se obdeluje, topi.
Tališče najpogostejših kovin je drugačno in izgleda tako:
- litega železa - 1200;
- jeklo - 1400;
- srebro - 961,9;
- svinec - 327,4;
- kositer - 231,9;
- baker - 1084,5;
- zlato - 1063;
- železo - 1539;
- aluminij - 660,4.
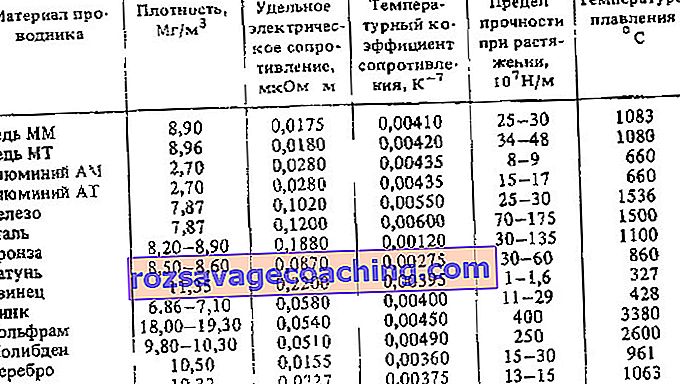
Odčitki temperature, tako kot v prejšnjem primeru, se merijo v stopinjah Celzija. Pri delu je pomembno primerjati tehnične značilnosti naprave z zmogljivostmi kovine, ki se obdeluje.
Kako priti do pravega?
Temperatura konice spajkalnika z močjo 100 vatov ima nekatere omejitve. Torej, pri največjem ogrevanju je nemogoče preseči najvišji prag, vendar je tudi nesprejemljivo, da ga znižamo, tako da je stalno na isti ravni. Če želite izbrati želeno temperaturo, se morate osredotočiti na moč naprave. Že dolgo je ta tehnika najbolj priljubljena. Dejansko v sovjetskih spajkalnikih ni bilo mogoče drugače ugotoviti temperature. Toda ta metoda je imela tudi pomembno pomanjkljivost, saj je bilo treba za obdelavo različnih površin kupiti več vrst spajkalnikov.



Sodobnejši modeli so opremljeni z vgrajenim regulatorjem temperature . Podobno se gumbi prodajajo ločeno. To napravo lahko namestite na skoraj vsak model. Z lahkoto reši problem zniževanja temperature. Spodnja vrstica je naslednja - če ima spajkalnik moč 60 vatov, potem ko gumb obrnete za polovico, se temperatura konice zniža na vrednosti spajkalnika z močjo 30 vatov. Spajkanje s takšno napravo je veliko lažje.
Če obstaja priložnost, je bolje, da ne kupite samega regulatorja, temveč tiste modele spajkalnikov, v katerih je ta naprava že nameščena.
Pri obdelavi mikrovezjev s takšnim spajkalnikom lahko prilagodite temperaturo do 1 ° C. Po ceni se takšne naprave bistveno razlikujejo od običajnih. Toda delo mojstra večkrat olajšajo.


Kako to ugotoviti?
Pri modelih z vgrajenim senzorjem so odčitki temperature prikazani na posebnem zaslonu . Da bi ugotovili temperaturo ogrevanja konice na običajnem spajkalniku, morate uporabiti posebne merilne instrumente. Obstajajo tako imenovani termometri za spajkanje. Osnova te naprave je termočlen, ki določa indikatorje ogrevanja. V tem primeru se napaka lahko razlikuje za več stopinj navzgor ali navzdol.

Drug način za merjenje temperature ogrevanja je uporaba multimetra. To je zelo pogosta tehnika, ki omogoča natančno in hitro ugotavljanje temperaturnih pogojev naprav različnih modelov.
Za delo doma so zelo pogosto izbrani približni temperaturni kazalniki, saj je to dovolj. Toda s profesionalnim spajkanjem, na primer pri delu z mikrovezji, morate čim natančneje izbrati temperaturo. Manjka ta točka lahko uniči celotno delo.
Spodaj glejte temperaturo spajkanja.